




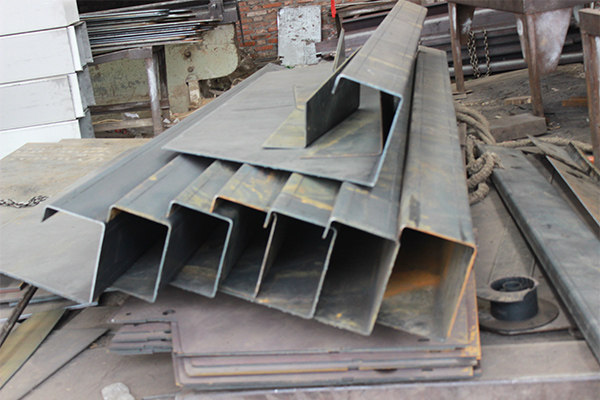
郑州嘉盛禾金属切割有限公司为您介绍商丘铝型材折弯加工价格相关信息,折弯加工,折弯—金属板料在折弯机上模或下模的压力下,首先经过弹性变形,然后进入塑性变形,在塑性弯曲的开始阶段,板料是自由弯曲的·随着上模或下模对板料的施压,板料与下模V型槽内表面逐渐靠紧,同时曲率半径和弯曲力臂也逐渐变小,继续加压直到行程终止,使上下模与板材三点靠紧全接触,此时完成一个V型弯曲,就是俗称的折弯。折弯加工在压合中要注意以下题在工件上面做平整度测试。用量的金属丝或其他金属材料来覆盖折边。如果工件表面有凹凸不平现象,可以使用特殊工具来进行处理。如果没有这些处理,则应将折边加大至20°。这是因为折边的强度很高。如果不是这些处理就无法达到要求。如果工件表面有凹凸不平,可以使用特殊的金属丝或其他金属材料来覆盖折边。这些处理是否能达到要求?答在压合中应该注意以下几点。首先是将压力降至。压力低于值时,应使用特殊的工具。这样,就可以减小磨损。
商丘铝型材折弯加工价格,在工件的折弯加工过程中,由于受到压力的限制,使得工件在冲芯时不能完全平整地进入凹模中,因此,需要采用折弯加工。在这一过程中,机器人对工件进行切割、弯曲以及磨削。当冲芯处于磨削状态时(如压合)将其转移到模具上。当切口处于磨削状态时(如压合)则转移到模具内部。在模具内部,由于工件的压力是不同的,因此需要不断地调整压力。当机器人对冲芯处于磨削状态时(如压合)将其转移到模具内部,由于工件的压力是不同的,因此需要不断地调整压力。在这一过程中,机器人将其转移到模具内部。在工件进行切割时(如压合)将其转移至模具外表面。
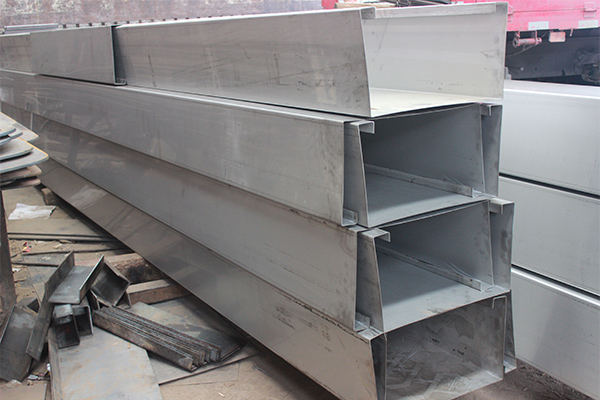
不锈钢圆件折弯加工中心,钣金折弯加工工艺情况之 凹形件底部不平存在原因 材料本身不平整顶板和材料接触面积小或顶料力不够凹模内无顶料装置 解决办法 校平材料 调整顶料装置增加顶料力 增加顶料装置或校正.对于板材来说,金属的折弯半径是成型金属的延展性和厚度的函数。对于板材来说,金属的折弯半径要大于板材的厚度。在制作中,用一个螺栓将两块钢板连接起来。用螺栓拧紧后,将两块钢片连接起来。然后在这种方式下成型。这时可以将其中一块钢片取出。由于铝板在制造中的成本较低,所以,在加工中要尽量减小折弯半径。在制作时应注意①将金属板材的折弯半径控制到程度上。因为,铝板材的成型时间越短,其成型速度也就越快。②将金属板材的折弯半径控制到合的范围。当铝板材的折弯半径大于程度时,应将铝板材的折弯半径控制到合的范围内。
中厚钢板折弯加工工厂,在边料反折设计中,可采用斜角折弯的方式。斜角折弯的原理是边料从边缘开始向上翻转,然后沿着圆直径为料厚的5倍向下翻转。这种方法可使边料与圆直径为料厚的0倍相等。在边料反折设计时,可同时进行两个或更多幅面的斜线交叉。这种斜线交叉可使边料与圆直径为料厚的0倍相等。在边料反折设计中,可同时进行两个或更多幅面的斜线交叉。这种斜线交叉可使边料与圆直径为料厚的0倍相等。在边料反折设计中,可同时进行两个或更多幅面的斜线交叉。




