产品详情 公司简介
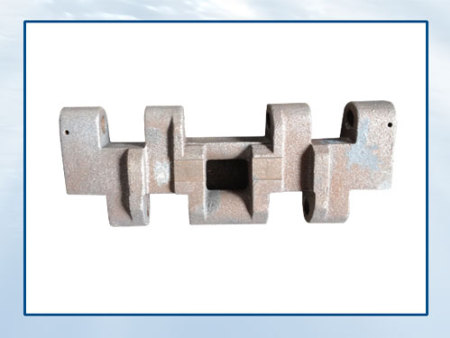
JO3000铸钢件-选购好用的铸钢件就选东明特钢
沈阳东明特钢制造有限公司始建于2010-04-12,是一家机械五金加工有限责任公司。公司主要生产铸钢件,经过多年的长期发展和技术革新,现已发展成一家专门的公司。为了扩大本行业市场需求,现诚邀广大的新老客户前来咨询,与我司共同建有质量文化的质量体系,创造有魅力、有灵魂的产品。

JO3000铸钢件-选购好用的铸钢件就选东明特钢。
电弧炉炼钢是铸钢生产中应用广泛的炼钢方法。这种方法是利用电弧产生的高温和热能来熔化固体炉料,使钢液过热,从而实现冶炼的目标。铸钢生产中普遍应用的是三相电弧炉,按照炉衬耐火材料的化学性质可分为碱性电弧炉和酸性电弧炉。用碱性电弧炉炼钢时,造碱性炉渣,具有脱磷和脱硫能力:而酸性电弧炉造酸性炉渣,则不具有脱硫能力。电弧炉炼钢工艺依照是否具有氧化过程而分为氧化法和不氧化法。氧化法能有效地脱磷、脱碳和去除钢液中的气体和夹杂物,钢的冶金质量较高。我国目前在铸钢生产上广泛应用的是碱性电弧炉氧化法炼钢。
炼钢的任务是炼出温度、成分符合规范要求的高质量钢液。不同的炼钢方法往往采用不同的渣系(氧化性、还原性、酸性、碱性等)作为炼好钢的手段,造渣制度是关键。碱性电弧炉氧化法炼钢一般包括炉料熔化期、氧化期和还原期。冶炼半成品时,一般无还原期。
铸钢件的钢度好,浇注初期砂型强度高,这就有条件利用铸铁凝固过程的石墨化膨胀,有效地消除缩孔\缩松缺陷,实现灰铸铁、球墨铸铁件的少冒口、无冒口铸造。
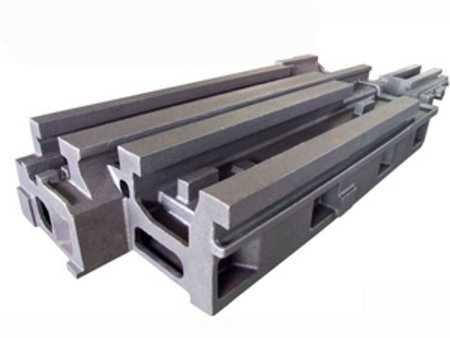
机床铸件被广泛应用到仪器仪表,电子,轻工,标准件,轴承业,汽配行业等零部件的加工,它的应用范围是广泛的。
机床铸件提高型砂、芯砂的耐火度,经过机械加工后的床身铸件,涂漆前用金属清洗剂或洁净的工业汽油进行淋洗或刷洗,清除表面的油污和其他污物。浇注时不断流。粘砂在机床铸件表面上,全部或部分覆盖着一层金属与砂的混合物或一层烧结构的型砂,致使机床铸件表面粗糙。底漆刷涂或喷、浸要均匀,底漆在使用前充分搅拌均匀,稀释至适当的黏度再进行涂抹。
JO3000铸钢件-选购好用的铸钢件就选东明特钢。
铸钢件生产中浇注工艺操作
浇注工艺是铸钢件整个生产流程中至关重要的一个环节,如果该环节没有处理得当铸造出合格的铸钢件很困难,因此在铸钢件生产中,应该严格按照要求来进行浇注环节各项操作。
为了获得合格的铸钢件,严格控制浇注温度、浇注速度,严格遵守浇注操作规程很关键。
(1)就浇注温度而言,浇注温度对铸件质量影响很大,应该根据合金种类、铸件结构和铸型特点确定合理的浇注温度范围。根据碳钢的型号选择合理的浇注温度,一般浇注温度在1540-1580℃(浇包内钢水温度)之间。
(2)就浇注速度而言,在保证型腔内的气体排出顺畅的条件下,对要求同时凝固的铸件可采用较高浇注速度,对要求实现顺序凝固的铸件,尽可能采用较低的浇注速度。
(3)就浇注操作要求而言一般需要按照以下几点来遵守:a。浇注大、中型铸钢件,钢水要在钢包内静置1-2min后进行浇注。b。浇注后待铸件凝固完毕,要及时卸除压铁和箱卡,以减少铸件收缩阻力,避免铸件产生裂纹缺陷。
东明特钢本着可靠执着,精益求精的精神,践行“质量是企业信誉的基石”的指导方针。从产品品质着手生产制造铸钢件,以客户的需求为生产的源动力,铸钢件有着良好的用户评价。坚持以“质量取胜”的生产原则,力求为想购买铸钢件的客户群众提供满意、放心的产品。
以严格的质量标准控制,满足顾客对产品实物质量的期望和要求。规范化的质量管理渗透于每一个生产环节,的售后服务解除了每个用户的后顾之忧。沈阳东明特钢制造有限公司出售的铸钢件质量有保障,对于售出的铸钢件,我们会在双方协商的时间内发货,并提供24小时在线咨询的售后服务。
我司坚持科学发展,加强自主创新,提高核心竞争力。铸钢件制作材料上乘,价格公道,公司服务态度较好,合作信誉优良。沈阳东明特钢制造有限公司实施自主创新战略,建设创新型企业。欢迎广大客户光临惠顾精诚合作,共展宏图。公司地址:沈阳市苏家屯区青城街88号
如果您对我们的产品及服务有兴趣,想要进一步了解JO3000铸钢件,铸钢件请联系我们









关于我们| 法律声明| 意见建议| 联系我们| 书生技术开发

手机书生商务网:http://m.shangwuzhan.com
书生官方微博:新浪、腾讯